
ЮвУЧЖМжЊЕРздЖЏЛЏвЧБэвдМАздЖЏЛЏПижЦЯЕЭГЖдгкЙЄвЕЩњВњЙ§ГЬПижЦЪЧжСЙиживЊЕФЁЃЖјвБН№ЛЏЙЄГЇжаЕФзЊТЏДЕСЖЙ§ГЬжаЛсВњЩњДѓСПвдвЛбѕЛЏЬМЮЊжївЊГЩЗжЕФзЊТЏУКЦјЃЌПЩвдНЋЦфЛиЪеКѓзїЮЊШМСЯЁЃ
ЃЈ1ЃЉТЏПкЮЂВюбЙЕФПижЦЗЖЮЇ
ТЏПкЮЂВюбЙБфЫЭЦїПижЦОЭЪЧПижЦТЏФкбЙСІдквЛИі#МбЗЖЮЇФкЁЃШчЙћТЏФкбЙСІДѓгкДѓЦјбЙСІЃЌдђзЊТЏУКЦјХчГіТЏЭтЖјНЕЕЭЛиЪеСПЃЌЭЌЪБгжЛсЫ№ЛЕЩшБИКЭЮлШОЛЗОГЁЃШчЙћТЏФкбЙСІаЁгкДѓЦјбЙСІЃЌдђДгТЏПкЮќШыПеЦјЪЙЕУвЛбѕЛЏЬМБфЮЊЖўбѕЛЏЬМЃЌНЕЕЭСЫУКЦјЕФШШжЕЃЌвВВЛааЁЃРэТлЩЯЮЂВюбЙБфЫЭЦїНЋЮЂВюбЙПижЦдк0ЃЌЕЋЪЧЪмЩшБИКЭЙЄвеЬѕМўЕФгАЯьЃЌЮЂВюбЙвЛАуПижЦдк10-20PaЁЃ
ЃЈ2ЃЉШЁбЙПкЮЛжУ
ШЁбЙПкЮЛжУбЁдкВЛвЫЖТШћЁЂФмецЪЕЗДгГТЏПкбЙСІЧщПіЁЂЮЌЛЄЗНБуЕФЕиЗНЁЃвЛАубЁдёдкЯТВПбЬежЭЌЛюЖЏбЬежЕФЫЎЗтДІЁЃ
ЃЈ3ЃЉТЏПкЮЂВюбЙБфЫЭЦїЕФВтСПЗЖЮЇЮЊ+100ЕН—100PaЁЃ
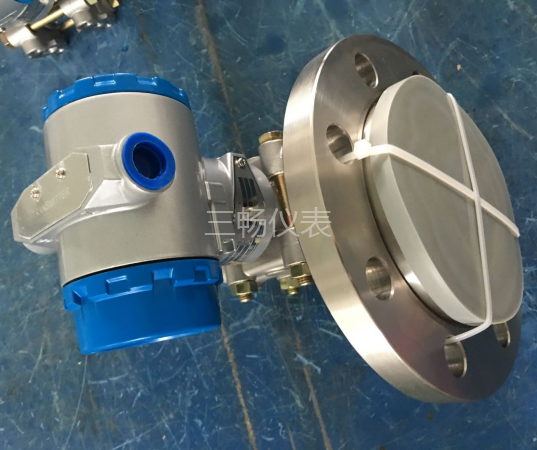
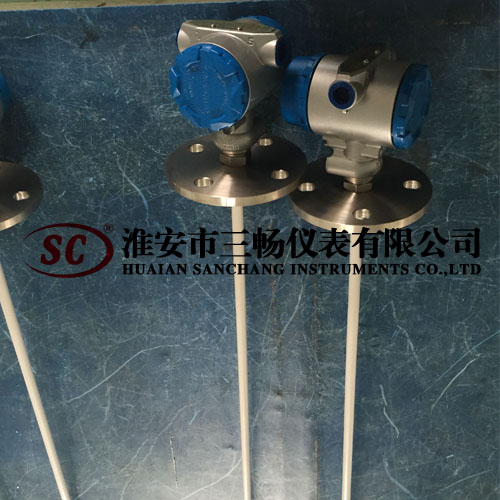
ЃЈ4ЃЉТЏПкЮЛВюПижЦЦїВЩгУСЫPIПижЦЙцТЩ
ЃЈ5ЃЉећИіЯЕЭГЕФПижЦЙ§ГЬ
ЮЂВюбЙБфЫЭЦїНЋМьВтЕФТЏПкЮЂВюбЙаХКХЫЭШыЮЂВюбЙПижЦЦїЃЌгЩЫќПижЦЖўМЖЮФЧ№ЙмЙмКэПкФкЕФRDЗЇЃЌЪЙЕУТЏПкБЈжНдке§ИК10PaЃЌвдБЃжЄЛиЪеИпжЪСПЕФзЊТЏУКЦјЁЃТњзуетаЉЬѕМўКѓЃЌЮЂВюбЙБфЫЭЦїЪЙЕУЗХЩЂПижЦЗЇЙиБеЃЌЛиЪеЗЇДђПЊЃЌЛиЪеУКЦјЫЭШыУКЦјЙёЁЃЩЯЪіЬѕМўШчЙћВЛФмШЋВПТњзуЃЌдђВЛФмЛиЪеУКЦјЃЌДЫЪБПижЦЦїЪЙЕУЗХЩЂПижЦЗЇДђПЊЃЌЛиЪеЗЇЙиБеЃЌбЬЦјОЙ§ЗХЩЂбЬДбЗХШыДѓЦјЁЃ











 ЙизЂЮвУЧ ЪЕЯжЙВгЎ
ЙизЂЮвУЧ ЪЕЯжЙВгЎ