
еЊ вЊЃКвд#ГЃМћШ§ФЃАхРфЪНЮдЪвбЙж§ЛњЮЊР§ЃЌЫјФЃЪБбЙж§ЛњвРППРЩь 4 ИљЫјФЃИчСжжљЃЌжБжСЧњжтЩьжБДяЕН#ДѓЫјФЃСІЁЃУПвЛФЃДЮбЙж§бЛЗжаЃЌбЙж§ЛњПЊКЯФЃИївЛДЮЃЌИчСжжљБЛРЩь 2 ДЮЁЃЫјФЃСІЕФДѓаЁЪЧЭЈЙ§ЬиЪтЕФМьВтзАжУЃЌМьВт 4 ИљИчСжжљПЊЫјФЃЙ§ГЬжаЕФаЮБфСПЃЌзЊЛЏГЩвЛЖЈЕФФЃФтСПЪфГіЃЌ#КѓНЋЪфГіАДБШР§ЛЛЫуЕФРЩьСІЭЈЙ§ЯдЪОЦїЖСШЁЃЌвдЯдЪОЫјФЃСІЕФДѓаЁЃЌЪЧЯрЖдНЯзМШЗЕФвЛжжКтСПЫјФЃСІБфЛЏЕФЩњВњжИЕМЗНЪНЁЃПЩЪЕМЪЩњВњжаЃЌЭљЭљвђЛњЦїХфжУЕЭ,ЛђепдХфМьВтзАжУадФмВЛЮШЖЈЕФдвђЃЌЪЙЫљВтЫјФЃСІВЛЮШЖЈЁЃБОЮФЬсЙЉСЫвЛжжвдМьВтЫјФЃгЭИзКѓЧЛбЙСІЕФЗНЪНЃЌЭЈЙ§БфЫЭЦїзАжУзЊЛЏЮЊФЃФтСПЪфШыИјбЙж§Лњ PLC ЯЕЭГЃЌДяЕННЯЮЊзМШЗЕФЯдЪОЫјФЃСІДѓаЁЕФаЇЙћЃЌДгЖјгааЇжИЕМЩњВњЁЃ
бЙж§ЛњЪЧдкбЙСІзїгУЯТАбШлШкН№ЪєбЙЩфЕНФЃОпжаРфШДГЩаЭЃЌПЊФЃКѓЕУЕНЙЬЬхН№Ъєж§МўЕФвЛЯЕСаЙЄвЕж§дьЛњаЕЃЌАќКЌИїжжВЛЭЌаЭКХЙцИёЕФРфЪНКЭШШЪНбЙж§ЛњЁЃБОЮФНВЪіЕФШ§ФЃАхРфЪвЮдЪНбЙж§ЛњЃЌВЩгУСЫЙњФкЭтЦеБщЭЦЙуЕФвКбЙЧ§ЖЏ—ЧњжтЛњаЕРЉСІЪНКЯФЃЛњЙЙЃЌОпгадЫЖЏКЯРэЁЂЫјФЃПЩППЁЂНсЙЙНєДеЁЂНкЪЁФмКФКЭБугкЮЌЛЄЕШгХЕуЃЌЖјБЛЙуЗКЪЙгУЁЃЛњЦїЫјФЃСІЕФВњЩњЃЌвРРЕЧњжтРЉеХЪБРЩь 4 ИљИчСжжљЃЌДяЕН#ДѓРЩьСІЖШЃЌДгЖјБЃжЄФЃОпБэУцЬљКЯКѓЃЌФмГаЪмзЁН№ЪєвКбЙЩфЙ§ГЬжаВњЩњЕФГхЛїЃЌВЛБЛеЭПЊЕФ#ДѓБЇНєСІЃЌЪЧбЙж§ЛњбЁаЭМАЩњВњжа#живЊЕФВЮЪ§жЎвЛЃЌЪЧОіЖЈЛњЦїадФмЕФЙиМќЁЃ
ЪЕМЪЩњВњжаЃЌОГЃгЩгкФЃОпШШХђеЭЁЂЛњЦїЮЛжУЗЂЩњБфЛЏЛђепФЃОпМаТСЦЄТСдќдвђЃЌЕМжТЛњЦїЮоЗЈЫјНєЃЌЭЌЪБЫјФЃСІГіЯжЦЋВюЃЌМЬЖјГіЯжЗЩСЯЯжЯѓЁЃЖрДЮЧПааКЯФЃЩњВњЪБЃЌЛсЫ№КІФЃОпЃЌгАЯьВњЦЗжЪСПЃЌЕЂЮѓЩњВњНјЖШЃЌЩѕжСГіЯжЗЩТСЩЫШЫЕШАВШЋЪТЙЪЁЃУЛгаЫјФЃСІжИЕМЛђепЫјФЃСІЦЋВюЃЌгЩДЫЖјИЖГіЕФДњМлЃЌжЛЛсБфЕУИќДѓЁЃБиаыЪБПЬЙизЂбЙж§ЛњЩњВњжаЕФЫјФЃСІЃЌБЃжЄЫјФЃСІДяЕНЛњЦїХфжУЕФЫјФЃДѓаЁЃЌетбљВХФмЗЂЛг#МбадФмЁЃЭЌЪБЃЌгЕгазМШЗЕФЫјФЃСІЯдЪОЃЌЖдИќЛЛФЃОпЧАКѓЃЌЕїећЛњЦїВЮЪ§вВЪЧКмживЊЕФжИЕМЁЃЮвГЕМфДг 2009 ФъЦ№ЪЙгУЩюлкФГЙЋЫОЩњВњЕФШ§ФЃАхбЙж§ЛњЃЌЛњЦїдХфЪБздДјЫјФЃСІМьВтзАжУЛЙгаЦСФЛЯдЪОЃЌЖјЧветЪЧЙКЛњЪБЕФвЛИібЁХфЯюЁЃИУМьВтзАжУЭЈЙ§ЬздквЛИљИчСжжљЩЯЕФгІСІЛЗЃЌМьВтвЛИљИчСжжљРЩьЪБаЮБфСПЃЌЛЛЫуГЩећЛњЕФЫјФЃСІДѓаЁЁЃгЩгкЦЕЗБЕФПЊКЯФЃЩњВњЃЌЪЙгУЪБМфдк 2 ФъзѓгвОЭГіЯжЦЋВюЃЌЮоЗЈДяЕНе§ГЃОЋЖШжИЪОЃЌВЩЙКаТХфМўЃЌДњМлДѓЃЌЧвЪЙгУжаЦЋВюТЪНЯДѓЃЌВЛФмКмКУЕиЦ№ЕНжИЪОвтвхЁЃЯжЬсЙЉвЛжжМђБугааЇЁЂМлИёКЯРэЕФМьВтЗНЗЈЃЌгУгкбЙж§ЛњЕЅдЊЕФЫјФЃСІжИЪОЪЕМљЁЃ
1 ПЩааадЗжЮі
1.1 ЫЋЧњжтКЯФЃЛњЙЙЕФЙЄзїЬиЕу
1ЃЉКЯФЃЛњЙЙгадіСІзїгУЁЃЭМ 1 ЮЊКЯФЃзАжУНсЙЙЭМЃЌПЊКЯФЃвКбЙИзЖЏзїЃЌЭЦЖЏЧњжтзщМўЕФСЌИЫжааФЃЌзїгУдкСЌИЫЕФЖрЙиНкж§АхЩЯЃЌЭЈЙ§СІОиЗХДѓЃЌНЋ#жеЕФзїгУСІДЋЕнЕНЭМжаЕФЖЏФЃАхЃЌдкКЯФЃКѓЦкФЃОпБэУцЬљКЯКѓЃЌГжајМЗбЙЖЏФЃАхЃЌгЩгкЭЗАхТнФИМАЮВАхТнФИЖМБЇНєИчСжжљЃЌЫљвдМЗбЙСІЗДзїгУДЋЕнИјСЫ4 ИљИчСжжљЃЌвРППРЩьИчСжжљЃЌНЋФЃОпБэУцЬљКЯбЯНєЃЌжБЕН#КѓЧњжтЩьжБЃЌИчСжжљРСІДяЕН#ДѓЃЌДЫЪБЕФФЃОпЬљКЯСІОЭЪЧЛњЦїРЩьИчСжжљЕФЫјФЃСІДѓаЁЃЌРэТлЩЯПЩвдНЋЖЏСІдД—КЯФЃвКбЙИзЕФЭЦСІЗХДѓ16ЁЋ26 БЖЃЈЩшБИадФмВЮЪ§ЃЉЁЃгЩгкЧњжтЩьжБГЄЖШвЛЖЈЃЌАВзАВЛЭЌЕФФЃОпЪБЃЌЭЈЙ§ЭМ 1 жаЕФЕїФЃДѓГнТжЪЙЮВАхЯђЧАЯђКѓвЦЖЏЃЌБЃжЄ#жеКЯФЃЪБЧњжтФмЩьжБЃЌЫјФЃСІФмДяЕН#КЯРэзДЬЌЁЃ

2ЃЉЕБжтИЫЩьжБГЩвЛжБЯпЪБЃЌДЫЪБЧњжтзщМўОЖЯђВЛДцдкМаНЧЃЌетбљЕФЛњЙЙОЭДІгкздЫјзДЬЌЃЌДЫЪБЃЌПЩвдГЗШЅКЯФЃвКбЙИзЕФЭЦСІЃЌКЯФЃЯЕЭГШдШЛЛсДІгкКЯНєзДЬЌЃЌЖјЧвЫјНєСІВЛЛсБфЛЏЁЃ
1.2 вКбЙЫјФЃжавКбЙгЭТЗЬиЕу
ЭМ 2 ЫљЪОЮЊећИіЫјФЃгЭИзЖЏзїЕФЫљгагЭЗЇКЭбЙСІгЭСїЯђЭМЃЌЭМжадкЧАКѓЧЛЯТЗНгЭТЗжаЖМгавчСїЗЇЁЂЕчДХЛЛЯђЗЇЁЂВхзАЗЇЕШЃЌетаЉгЭЗЇЯрЛЅХфКЯзїгУЃЌПижЦзХПЊКЯФЃЕФећИіЙ§ГЬЃЌАќКЌТ§ЫйЁЂПьЫйЁЂЕЭбЙвдМАИпбЙМИИіНзЖЮЁЃ

ЭМ 3 ЪЧИпбЙЫјФЃЙ§ГЬЪБЃЌИпбЙгЭМАПижЦгЭСїЯђЭМЃЌИпбЙЫјФЃзїгУдкЫјФЃЖЏзїЕФКѓЖЮЮЛжУЃЌгЩгкЙиЖЯаЖКЩзїгУЃЌДЫЪБКѓЧЛЙЉИјЕФгЭбЙДяЕНЯЕЭГ#ДѓЃЌЧАЧЛЮозшСІжБНгХХЛигЭЯфЁЃ

1.3 ЫјФЃСІВњЩњЗжЮі
1ЃЉгЩЧњжтдіСІЬиадПЩжЊЃЌЫјФЃСІВњЩњдкФЃОпКЯНєЃЌФЃУцЬљКЯЕФЮЛжУДІЃЌДЫЪБжтИЫГжајзїгУСІжБЕНЩьжБЃЌЭЈЙ§ЧњжтЕФИїЙиНкж§АхзїгУдкФЃОпЩЯЕФСІОиЗХДѓЃЌНЋЫјФЃгЭИзЯђЧАЕФЭЦСІЗХДѓ 16~26 БЖЁЃдкВњЩњЫјФЃСІЙ§ГЬЪБЃЌШчЙћЫјФЃгЭИзИјЖЈЕФгЭбЙжЕВЛБфЃЌжтИЫСЌНгЕФбЙж§ЛњЮВАхЮЛжУВЛБфЛЏЃЌМДОЭЪЧЧњжтФмЭъШЋДяЕНЫјНєЩьжБзДЬЌЪБЃЌгЭбЙЗХДѓБЖЪ§дкжтИЫЩьжБЮЛжУДІгІЪЧвЛИіЛљБОКуЖЈЕФБЖЪ§жЕЁЃ
2ЃЉНсКЯбЙж§ЛњгЭТЗЭМЃЈЭМ 3ЃЉЃЌИпбЙЫјНєвКбЙгЭТЗВњЩњдкЧњжтМДНЋЩьжБЕФКѓЦкЃЌЪЧЫјФЃгЭИзВњЩњЭЦСІЕФЖЏСІдДЁЃДЫЪБбЙж§ЛњЯЕЭГИпбЙгЭжБНгзїгУгкКѓЧЛЃЌВњЩњДѓЕФЯђЧАЭЦСІЃЌГжајЭЦЖЏЙ§ГЬжаЃЌгіЕНФЃОпФЃУцНгДЅЪБЃЌЛюШћВњЩњКмДѓЕФБГбЙЃЌДЫЪБЫјФЃКѓЧЛаЮГЩвЛИіНЈбЙЙ§ГЬЃЌГжајЭЦЖЏЧњжтвЦЖЏЗХДѓзїгУСІЃЌМЗбЙЖЏФЃВњЩњаЮБфСПЃЌЪЙФЃОпЕФЬљКЯСІБфДѓЃЌжБжСЧњжтЩьжБЃЌЗДзїгУдкИчСжжљЩЯЪЙаЮБфСПДяЕН#ДѓЃЌДЫЪБФЃОпБЇНєвВДяЕН#ДѓжЕЁЃЫјФЃЛњЙЙдкЭъГЩвдЩЯЖЏзїКѓЃЌЛсДЅХіЕНвЛИіЫјФЃЕНЮЛЯоЮЛПЊЙиЃЌгЭБУаЙбЙЃЌаЖЕєгЭИзЭЦСІЁЃ
3ЃЉбЙж§ЛњФЃОпЫјФЃећИіЙ§ГЬжаЃЌвКбЙИзЕФЭЦСІЪЧвЛИіБфЛЏЕФСПжЕЃЌЕЋжЛдк#жеИпбЙЫјФЃЮЛжУЪБЃЌВњЩњЭЦЖЏЧњжтЗХДѓЕФЖЏСІЁЃбЁШЁЫјФЃгЭИзКѓЧЛгЭбЙбЙСІжЕЃЌЭЈЙ§вЛИібЙСІБфЫЭзАжУЃЌНЋгЭбЙжЕзЊЛЏГЩФЃФтСПЪфШыаХКХЃЌЭЈЙ§вЛЖЈЕФЙЋЪНБШР§ЛЛЫуЃЌдк#жеЫјФЃЮЛжУДІЃЌВЩМЏНЈбЙЙ§ГЬжаЫљВњЩњЕФ#ДѓЪфШыСПЃЌзЊЛЛЮЊбЙж§ЛњЧњжтЩьжБзДЬЌЯТЕФДѓИмгІСІжЕЃЌвВОЭЪЧбЙж§ЛњЕФ#ДѓЫјФЃСІЁЃЭЈЙ§вдЩЯЗжЮіЃЌЗНАИПЩааЁЃ
2 ЗНАИЪЕЪЉ
2.1 ЪЕЪЉЙ§ГЬСїГЬ
ЪЕЪЉЙ§ГЬСїГЬШчЭМ 4 ЫљЪОЁЃ

2.2 ОпЬхЪЕЪЉЙ§ГЬ
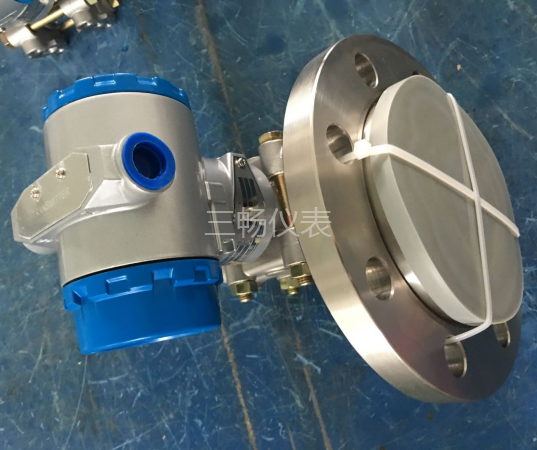
1ЃЉВЩМЏЫјФЃгЭИзКѓЧЛбЙСІЃЌЪфШывЛИіСПГЬ 250barЕФбЙСІБфЫЭЦїЕЅдЊЃЈЭМ 5ЁЂЭМ 6ЁЂЭМ 7ЁЂЭМ 8ЃЉ.


2)НЋЪфГіЃЈ0 V~10VЃЉФЃФтСПаХКХЪфШыбЙж§ЛњжїЛњ PLC ФЃФтСПФЃПщЕФБИгУПеЕуДІЃЌБрМВЂШЗШЯФЃФтСПФЃПщЪфШыЕижЗжЕЁЃБрМ PLC ГЬађЃЌдкЬиЖЈГЬађЙІФмжаБрМГЬађЖЮЃЌВЩМЏФЃФтСПФЃПщЪфШыЪ§ОнЃЌЭЈЙ§зЈгУЕФЫјФЃСІМьВтвЧЦїЃЈЭМ 9ЃЉХфКЯНјааЕїаЃЪ§ОнЃЌЛёЕУдкЫјФЃЕНЮЛЪБЃЌВЩМЏЕФ#ДѓгЭбЙзЊЛЛжЕЃЈЭМ 10ЁЂЭМ 11ЃЉЃЌдйНЋИУзЊЛЛжЕЭЈЙ§БШР§ЛЛЫуЃЌЕУЕНгыМьВтвЧЦїЛљБОвЛжТЕФЪ§ОнЪфГіЃЈЭМ 12ЃЉЃЌНЋЪфГіНсЙћДЋЫЭЕНЙЄПиЛУцжаЦфжавЛЯюЪфГіЕижЗДІЪфГіЃЈЭМ 13ЃЉ.ЪЕМЪВйзїжаЃЌБрМШчЯТГЬађЖЮЃК
L PIW520
ITD
L250
*D
L L#**** (* ДІШЁ 27648 ЮЊЕїаЃШЁжЕ )
/D
L0
- D
T DB100.DBD4
ЩшжУКЯЪЪЕФЮЛжУЪ§ОнЃЌНЋгЭбЙзЊЛЛЪ§ОнДЋЫЭИјБШР§ЬиЖЈЪфГіЃЌднДцгкСйЪББфСПЁЃ
LDBD100.DBD0
L1000
*D
L15000
+D
L10
/D
T#TEMPO
НЋИУДЋЫЭЪфГіЕФСйЪББфСПЃЌИГИјЙЄПиЛњФГЪфГіЛУцЕФвЛИіЕижЗжЕЃЌЪфГіЯдЪОЕФОЭЪЧИУЛњЦїЫјФЃСІЪ§ОнЁЃ
3)ЕїЪдЭъГЩКѓЃЌашвЊдкКѓајЖрФЃДЮЩњВњжаНјаааЇЙћбщжЄЃЌЭЈЙ§ЛњЦїЦСФЛЩЯЯдЪОЪ§жЕгыЫјФЃСІВтЪдвЧМьВтЪ§жЕБШЖдЃЌВтЪдПЊКЯФЃМАе§ГЃЩњВњГЌЙ§ 200ФЃДЮЃЌЦСФЛЯдЪОЪ§ОнЛљБОгыМьВтвЧЦїВтСПЪ§ОнЛљБОвЛжТЃЈЭМ 14ЁЂЭМ 15ЃЉЃЌБэ 1 ЮЊЦСФЛЯдЪОЪ§ОнгыМьВтвЧЦїВтСПЪ§ОнЖдБШЧщПіЭГМЦЃЌДгБэ 1 ПЩвдПДГіЦЋВюТЪаЁгк 2%ЃЌДяЕНЯдЪОЪЕМЪбЙж§ЛњЫјФЃСІЕФФПЕФЃЌИФдьЭъГЩЁЃ

ЫјФЃСІЪЧбЙж§ЛњбЁаЭЕФЙиМќВЮЪ§ЃЌбЙж§ЛњЕФЫјФЃСІдкЪЕМЪЩњВњжаашвЊИљОнФЃОпЕФЧщПіНјааЕїећЃЌЫјФЃСІЕФДѓаЁжБНггАЯьЕНВњЦЗжЪСПгыФЃОпЕФЪйУќЃЌЫљвдЫјФЃСІЕФе§ШЗЯдЪООЭЗЧГЃживЊЁЃШчЙћЩшБИЫљЯдЪОЕФЫјФЃСІгыЪЕМЪЫјФЃСІЦЋВюЬЋДѓЃЌОЭПЩФмЮоЗЈЪЙЛњЦїЗЂЛгГіздЩэ#ДѓЕФадФмЃЌвЊУДЫјФЃСІЕїећЬЋДѓЃЌЫ№ЩЫФЃОпЃЌГЄЦкШчДЫПЩФмбЙЫњФЃОпЛђепГіЯжОжВПЗЩСЯЃЌЭЌЪБМгЫйЧњжтФЅЫ№ЃЌЫ№КІ 4 ИљИчСжжљЃЈИчСжжљЪЧИљОнЛњЦї#ДѓЫјФЃСІНјааХфжУЕФЃЉЃЛвЊУДЬЋаЁЃЌФЃОпЫјВЛНєЃЌГіЯжЗЩСЯЁЂГфЬюВЛЕНЮЛЕШЧщПіЃЌгАЯьЩњВњЕФЫГРћНјааЁЃ
3 Нс Тл
ОЩњВњЪЕМљжЄУїЭЈЙ§бЙСІБфЫЭЦїЪфГігЭбЙжЕЕШаЇзЊЛЏЮЊбЙж§ЛњЫјФЃСІРДВтСПЫјФЃСІДѓаЁЕФЗНЗЈЃЌжиИДВтЪдЗћКЯТЪГЌЙ§ 99%ЃЌЭъШЋФмЙЛгУгкжИЕМЩњВњЪЕМЪЃЌПЩЯђЙЄвЕЪЕМЪЩњВњжаЕФЯрЙиММЪѕШЫдБНјааЭЦЙуЁЃ
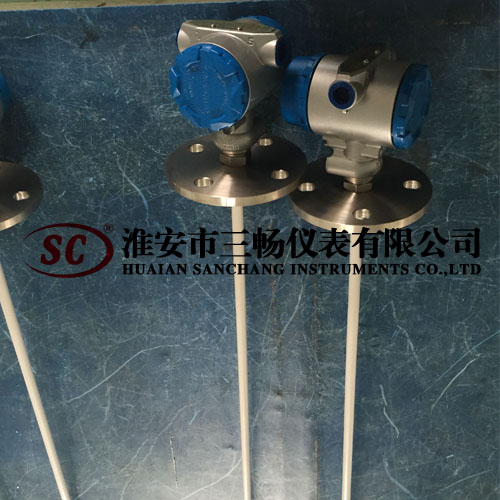
ЯрЙиВњЦЗtuijianЃКLH3851GP3STM2 0-10MPaбЙСІБфЫЭЦїЁЂаЁаЭбЙСІБфЫЭЦї












 ЙизЂЮвУЧ ЪЕЯжЙВгЎ
ЙизЂЮвУЧ ЪЕЯжЙВгЎ